專注電動(dòng)執(zhí)行器、電動(dòng)閥等系列產(chǎn)品
生產(chǎn)研發(fā)的技術(shù)企業(yè)

0514-85553222
0514-85100555
0514-85100555
專注電動(dòng)執(zhí)行器、電動(dòng)閥等系列產(chǎn)品
生產(chǎn)研發(fā)的技術(shù)企業(yè)



一、Q型鋁殼智能調(diào)節(jié)型電動(dòng)裝置簡介
Q型鋁殼智能調(diào)節(jié)型電動(dòng)執(zhí)行器也叫部分回轉(zhuǎn)閥門電動(dòng)裝置,簡稱為Q型電裝。是閥門實(shí)現(xiàn)開啟、關(guān)閉或調(diào)節(jié)控制的驅(qū)動(dòng)設(shè)備,適用于蝶閥、球閥、旋塞閥和風(fēng)門等做90°回轉(zhuǎn)的閥門。Q120閥門電動(dòng)裝置可遠(yuǎn)距離控制,也可現(xiàn)場操作。廣泛用于電力、冶金、石油、化工、食品、紡織、造紙、制藥、水廠和污水處理等行業(yè)。
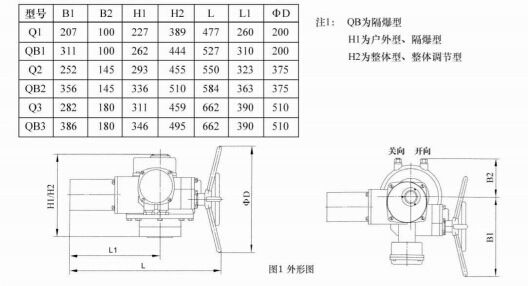
二、Q型鋁殼智能調(diào)節(jié)型電動(dòng)裝置產(chǎn)品外形圖
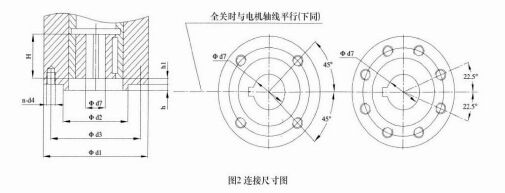
三、Q型鋁殼智能調(diào)節(jié)型電動(dòng)執(zhí)行器與閥門連接尺寸
四、Q型鋁殼智能調(diào)節(jié)型電動(dòng)執(zhí)行器調(diào)整
Q120閥門電動(dòng)裝置與閥門組裝后,必須對力矩控制機(jī)構(gòu)、行程控制機(jī)構(gòu)、開度指示機(jī)構(gòu)分別進(jìn)行調(diào)整,方可使用。部分回轉(zhuǎn)電動(dòng)裝置的轉(zhuǎn)矩控制機(jī)構(gòu)、行程控制機(jī)構(gòu)及開度指示機(jī)構(gòu)相同,故調(diào)整方法一樣。
注意1:調(diào)整前,必須檢查開度指示器上的電位器是否已脫開(把電位器軸上齒輪的緊定螺釘松開即可),以防損壞;手動(dòng)使閥門處于中間位置,檢查控制線路是否正確后查看電機(jī)旋向,以防電機(jī)失控!
注意2:調(diào)整前,應(yīng)先松開機(jī)械限位機(jī)構(gòu)的螺釘,直至調(diào)整結(jié)束后,再擰入限位螺釘,擰到位后退0.5-1圈,并緊并帽。
力矩控制機(jī)構(gòu)的調(diào)整:
力矩控制機(jī)構(gòu)在出廠前已根據(jù)訂貨要求調(diào)整好,并填在產(chǎn)品合格證上,一般不需再調(diào)整。若需調(diào)整,只要松開螺釘,微微拔動(dòng)開、關(guān)向凸輪,再將螺釘緊固,先調(diào)關(guān)向,后調(diào)開向。
行程控制機(jī)構(gòu)的調(diào)整:
1、轉(zhuǎn)動(dòng)手輪使閥門“全關(guān)”;
2、松開輸出軸上的螺釘,順時(shí)針轉(zhuǎn)動(dòng)關(guān)向凸輪,使其剛好壓動(dòng)關(guān)向微動(dòng)開關(guān),再擰緊螺釘;
3、手動(dòng)開閥至中間位置,電動(dòng)關(guān)閥,檢查閥門關(guān)閉是否符合要求,如不符合要求,繼續(xù)微調(diào)關(guān)向凸輪,直至符合要求為止;
4、手動(dòng)開閥至全開位置,松開螺釘,逆時(shí)針轉(zhuǎn)動(dòng)開向凸輪,使其剛好壓動(dòng)開向微動(dòng)開關(guān),再擰緊螺釘;手動(dòng)或電動(dòng)關(guān)閥,電動(dòng)開閥,檢查閥門開啟是否會(huì)符合要求,如不符合要求,繼續(xù)微調(diào)開向凸輪,直至符合要求為止。
開度指示機(jī)構(gòu)的調(diào)整:
1、機(jī)械指示的調(diào)整:與行程控制機(jī)構(gòu)一起調(diào)整,在調(diào)好關(guān)向行程的同時(shí),轉(zhuǎn)動(dòng)指針,對準(zhǔn)刻度盤上的“C”們指針,再擰緊螺釘。
2、電位器的調(diào)整:手動(dòng)或電動(dòng)關(guān)閉閥門,掛上電位器齒輪,擰緊電位器螺母,面對電位器,順時(shí)針轉(zhuǎn)動(dòng)電位器小軸接近終端位置,然后擰緊電位器齒輪上的緊定螺釘即可。


 蘇公網(wǎng)安備32100302011243號
蘇公網(wǎng)安備32100302011243號